
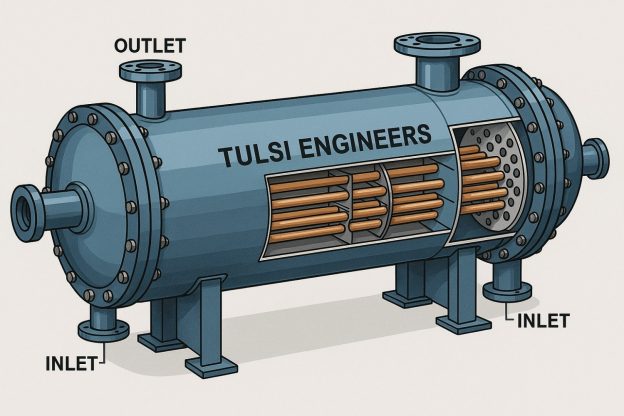
The Shell & Tube Heat Exchanger Unit is one of the most reliable and widely used heat transfer devices in industrial applications. It is designed to efficiently transfer heat between two fluids – one flowing inside the tubes and the other outside the tubes, within the shell. The robust construction, high thermal efficiency, and ease of maintenance make it ideal for process industries including power plants, refineries, chemical plants, textile industries, HVAC systems, and food processing units.
This type of exchanger consists of a cylindrical shell that houses a bundle of precisely arranged tubes. The hot and cold fluids are kept separated to prevent mixing, while enabling maximum heat transfer. Various configurations like fixed tube sheet, U-tube, and floating head designs are available depending on process requirements, operating pressure, and temperature range.
The Shell & Tube Heat Exchanger Unit ensures optimal performance, durability, and adaptability under demanding industrial conditions. Its modular design allows for easy cleaning, tube replacement, and adaptability for both heating and cooling applications.
Technical Highlights
- Design Type: Shell & Tube construction, available in single-pass or multi-pass arrangements.
-
Materials of Construction:
- Tubes: Copper, Stainless Steel, Carbon Steel, Brass, Titanium (based on application).
- Shell: Mild Steel, Stainless Steel, or Carbon Steel with protective coating.
- Tube Configuration: Plain, finned, or corrugated tubes to enhance heat transfer surface area.
- Tube Sheet Design: Fixed Tube Sheet / U-Tube / Floating Head to suit process requirements.
- Heat Duty Capacity: Customizable capacity from small utility exchangers to large industrial units.
- Operating Pressure: Designed for pressure up to 25 bar or higher depending on specification.
- Operating Temperature Range: Up to 400°C (varies with material selection).
- Baffle Arrangement: Precisely designed baffles for improved turbulence and higher heat transfer rate.
- Efficiency: High overall heat transfer coefficient due to increased surface area and optimized flow design.
-
Maintenance & Cleaning:
- Easy tube cleaning (mechanical or chemical).
- Replaceable tube bundles for long-term service.
-
Applications:
- Steam heating and cooling duties.
- Condensers and evaporators in refrigeration and power plants.
- Oil coolers in hydraulic and power systems.
- Process heating in chemical and petrochemical industries.
- Chillers in HVAC and food industries.
✅ Key Benefits:
- High thermal performance and flexibility for multiple applications.
- Long service life due to robust construction and quality materials.
- Custom-designed for specific flow rates, pressure drops, and temperature conditions.
- Suitable for corrosive and high-pressure fluids with material customization.